本文选自方正证券,仅供学习参考
1.1 封装演进抬升材料门槛,玻璃基板进入升级窗口
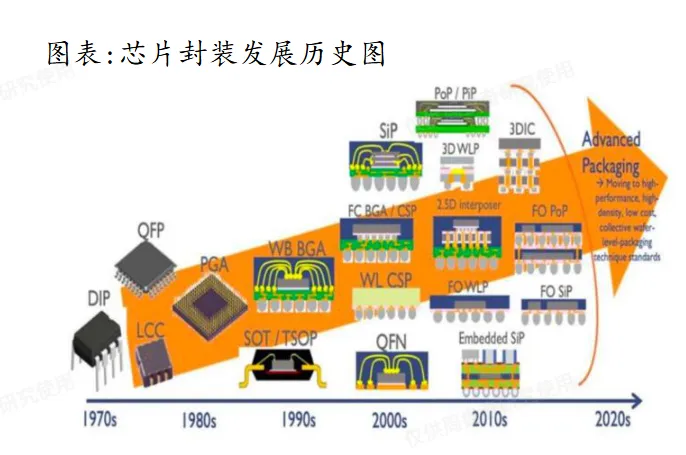
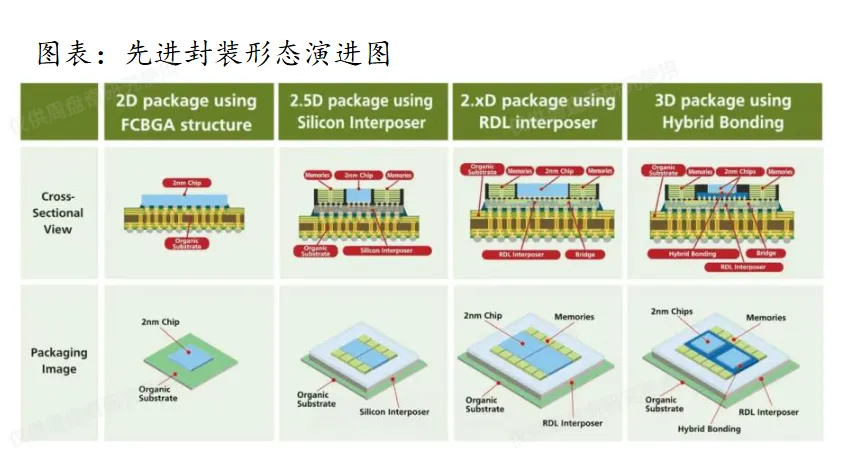
➢ 封装体系由单芯片承载走向系统级互连,中介层/桥接结构与IC载板共同承担芯片互连和信号扇出功能。早期封装更多是将单颗芯片连接至PCB主板;随着GPU、ASIC、CPU与HBM向Chiplet异构集成和2.5D/3D先进封装演进,芯片间数据传输、供电连接和外部接口持续增多,封装不再只是完成芯片保护和物理连接,而是需要在封装内部完成更高密度的芯片间互连,并将信号和电源逐步引出至PCB。
➢ CoWoS与EMIB代表2.5D先进封装的两类典型互连方案,均指向更高密度的芯粒集成与更复杂的封装承载需求。 CoWoS以大面积硅中介层为核心,将逻辑芯片与HBM等芯粒置于中介层之上,通过中介层完成高密度横向互连,再由下方IC载板实现电源分配、信号扇出和系统连接;
EMIB则采用嵌入式硅桥方案,仅在关键芯粒互连区域嵌入小型硅桥,以替代完整硅中介层,在降低硅面积占用的同时提供局部高密互连能力。无论采用大面积中介层还是局部硅桥,AI/HPC封装对芯粒数量、HBM集成和高速互连的需求持续提升,均会进一步抬升IC载板在承载面积、线路扇出和供电分配方面的要求。
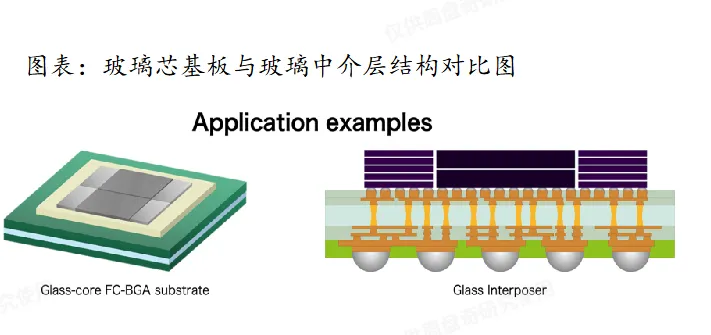
➢ 随着封装面积、HBM数量和互连复杂度提升,先进封装对中介层和IC载板提出更高要求。一方面,大面积硅中介层面临尺寸、成本和面积利用率压力,局部桥接、RDL中介层等方案成为补充路径;另一方面,IC载板需要承接更大封装面积和更复杂线路扇出,载板核心层材料升级开始成为下一阶段重要方向。由此,玻璃基板开始从显示级应用向半导体级封装延伸,并沿玻璃芯基板和玻璃中介层两类方向推进
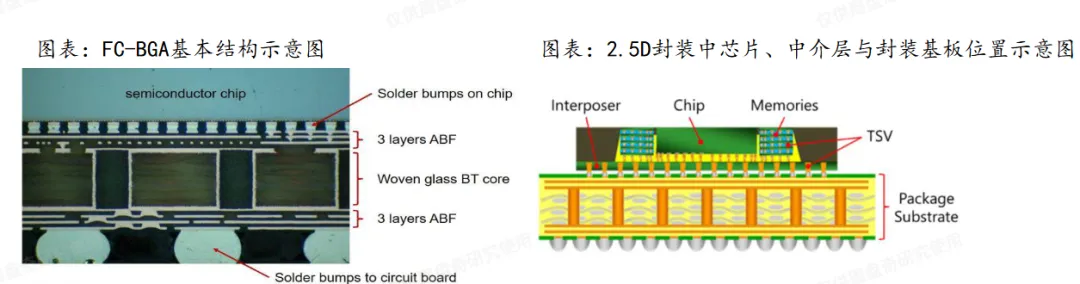
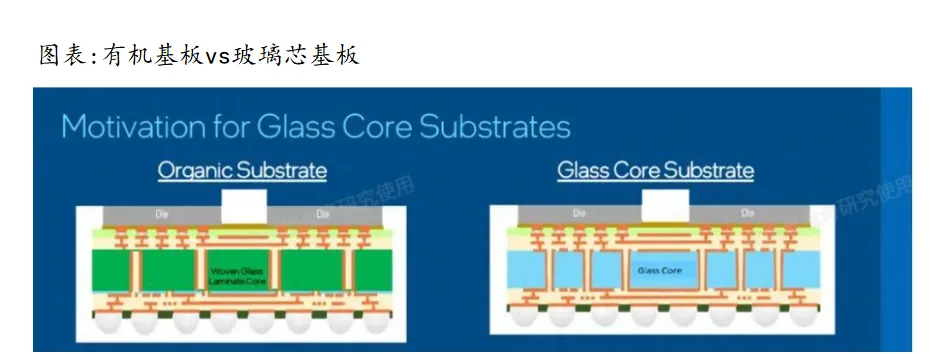
玻璃芯基板以玻璃替代传统IC载板中的BT等有机芯板,并通过ABF增层实现精细布线与信号引出。在高端FC-BGA/ABF载板中,BT等有机芯板位于载板中部,主要提供结构支撑、贯通连接和尺寸稳定基础;ABF等介质增层位于芯板上下两侧,负责精细线路布设、信号引出和电源分配。玻璃芯基板是在延续既有载板工艺框架的基础上,将核心支撑层由BT等有机材料替换为玻璃芯板,再通过ABF增层、RDL等结构完成布线和扇出,因此并非对ABF增层体系的完全替代。
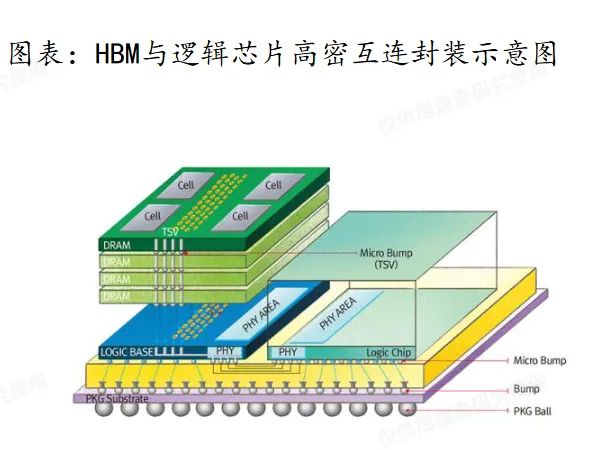
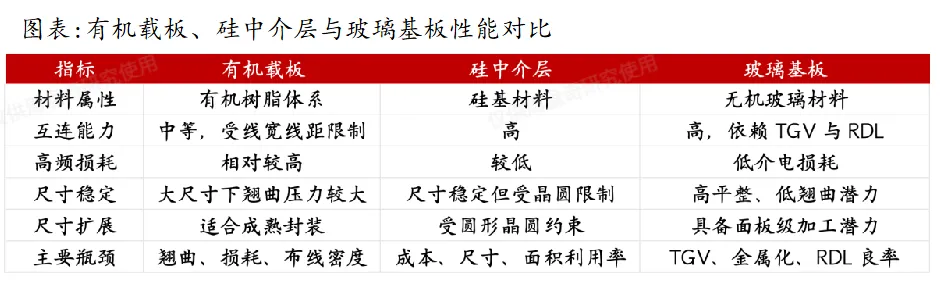
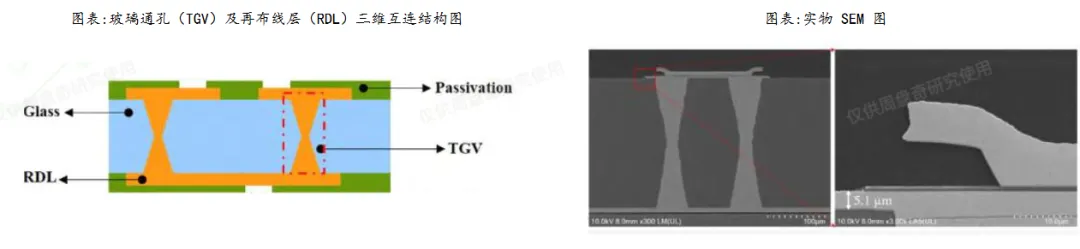
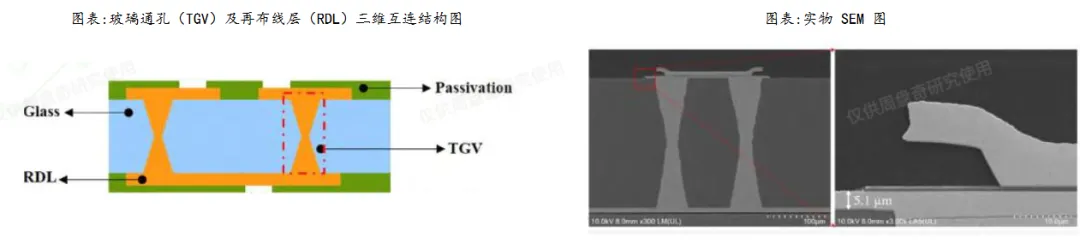
➢ 中介层与桥接结构主要承担芯片间高密互连,TSV相较于TGV仍在性能上占优。在2.5D/3D封装中,逻辑芯片与HBM之间的高密互连通常依托硅中介层、硅桥或RDL等结构实现;TSV即硅通孔,通过在硅片或芯片中形成垂直导通通道,实现上下层电连接,是HBM堆叠和部分硅中介层方案中的关键互连方式。硅中介层采用半导体光刻技术制造,间距可缩小至 1 微米以下。而玻璃由于 TGV 工艺的限制,最小间距仅为 2微米,温度循环工况下TGV孔壁极易产生微裂纹、铜布线界面分层剥离。对于带宽要求最高的连接,例如 HBM 到 GPU 的连接,硅仍然胜出。
➢ 玻璃芯基板导入并非重构载板体系,而是在核心层材料替换基础上延续增层布线框架。 从结构上看,玻璃芯板位于载板中部,仍需与上下ABF增层、RDL、铜布线和焊球等环节配合,完成芯片侧信号引出、电源分配和向PCB连接;从工艺上看,TGV提供上下贯通通道,金属化与电镀填孔保证通孔导电能力,ABF/RDL继续承担细线路布设与I/O重分布。由此,当前产业导入更偏向substrate/玻璃芯基板方向,玻璃中介层和全玻璃封装仍属更长期演进方向
1.3 有机载板逼近性能边界,玻璃材料凸显低损耗低翘曲优势
➢ 有机载板在大尺寸高密互连场景中逐步逼近材料边界,尺寸稳定性和高速传输成为核心制约。随着AI芯片向Chiplet、HBM和2.5D/3D封装演进,封装面积、线路扇出和互连复杂度持续提升,封装基板需要同时满足高速信号传输、稳定供电和层间精确连接要求。传统BT/ABF等有机材料受热膨胀系数、吸湿性和高频电性能约束,封装尺寸越大,材料形变、翘曲、图形偏移和信号损耗问题越容易放大,进而影响封装良率、系统性能和制造成本。
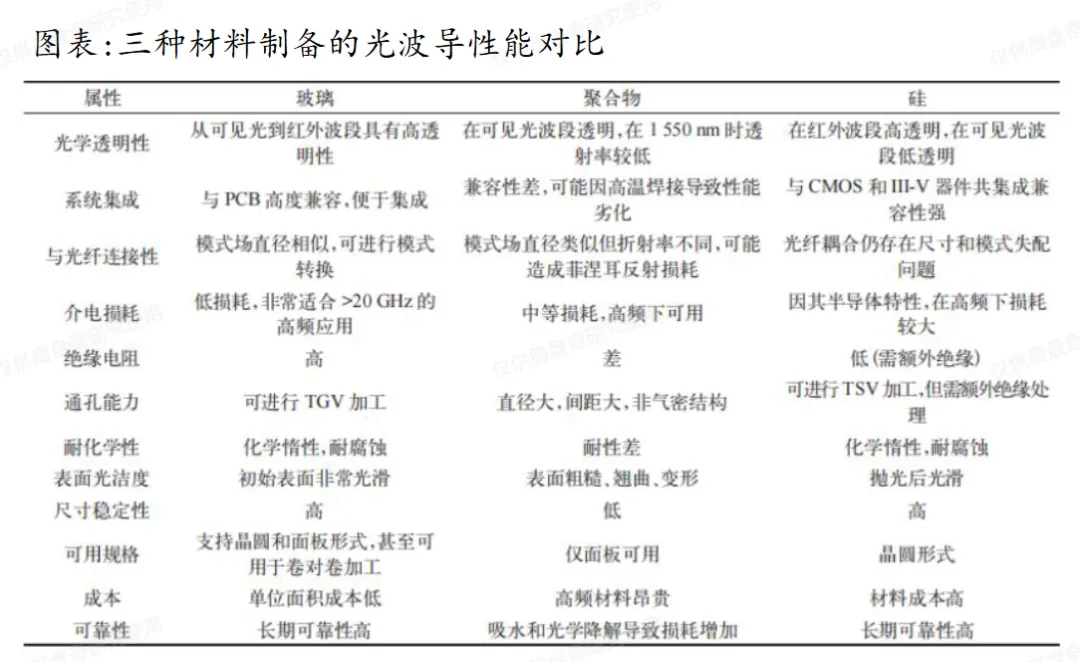
➢ 玻璃材料兼具低介电损耗、高平整度和尺寸稳定性,有望回应先进封装对低损耗、低形变和高精度布线的需求。玻璃较低的介电损耗有利于降低高速信号传输衰减,高平整度和低图形畸变有助于提升精细线路布设和层间连接精度,热膨胀系数可向硅材料匹配则有助于缓解大尺寸封装中的热应力问题。相较有机载板,玻璃芯板更适合承接高I/O、高带宽和高稳定性封装需求,并为后续TGV、金属化、电镀填孔和RDL工艺导入提供材料基础。
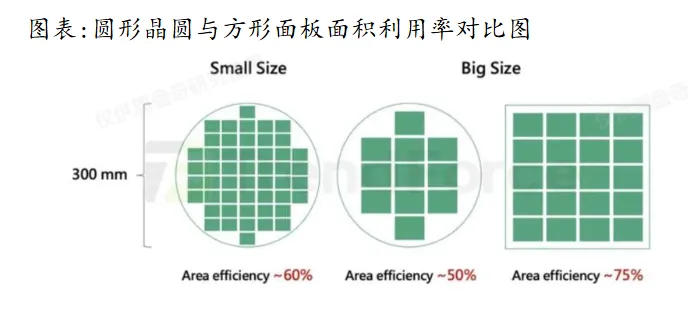
➢ 面板级制造潜力进一步放大玻璃基板价值,大尺寸封装有望受益于面积利用率和制造效率提升。传统圆形晶圆在大尺寸封装中面积利用率受限,而玻璃材料可适配更大尺寸方形面板加工,长期有望提升封装面积利用率和产出效率。随着AI芯片封装向更大面积、更高集成度和更复杂系统级封装演进,玻璃基板的低损耗、低形变和面板级加工优势有望共同支撑高端封装载板材料升级
2.1 基础应用奠定导入场景,半导体封装提升价值空间
➢ 显示与消费电子是玻璃基板较早导入场景,Mini LED背光和Micro LED直显有望率先验证加工与布线能力,AI眼镜/近眼显示进一步拓展应用边界。 玻璃基板具备高平整、尺寸稳定、耐热和大尺寸加工优势,在Mini/Micro LED中主要承担灯板承载、精密线路布线和显示驱动功能,难点集中在厚铜线路、叠层布线、侧边走线和良率控制;AI眼镜/ARVR近眼显示则进一步强化轻薄化、微显示和光学适配需求。相较半导体级封装,这类应用对TGV、RDL和洁净度要求较低,更适合作为产业化早期导入场景。
➢ 半导体封装打开玻璃基板价值量提升空间,应用重点由显示承载转向高密互连。 与显示应用相比,半导体封装对玻璃基板提出更高要求:不仅需要低介电损耗、高平整度、低翘曲和热膨胀系数匹配,还需要通过TGV、金属化、铜填充和RDL实现上下层导通与高密度布线。玻璃基板在半导体封装中可进一步用于玻璃芯基板、玻璃中介层、面板级封装以及光电共封装结构,其功能由单纯承载材料升级为信号、电源和结构协同的平台型材料。
➢ 从应用层级看,玻璃基板有望沿显示与消费电子、先进封装、光电共封装逐步升级。 短期看,显示和消费电子场景有助于验证大尺寸玻璃加工、铜布线和客户导入能力,沃格光电、雷曼光电等已在玻璃基Mini/Micro LED显示方向推进产品验证,京东方等面板厂具备显示终端和面板制造基础,雷鸟创新等AI眼镜/近眼显示终端厂商迭代有望拓展消费电子应用边界;中期看,AI/HPC先进封装对大尺寸、高I/O和低损耗的需求将提升玻璃基板价值量;长期看,CPO、光波导、RF器件等光电和高频场景有望进一步放大玻璃材料的低损耗、透明性和高尺寸稳定优势。由此,玻璃基板并非单一AI封装主题,而是沿显示与消费电子、先进封装、光电共封装和高频器件逐级打开应用空间。


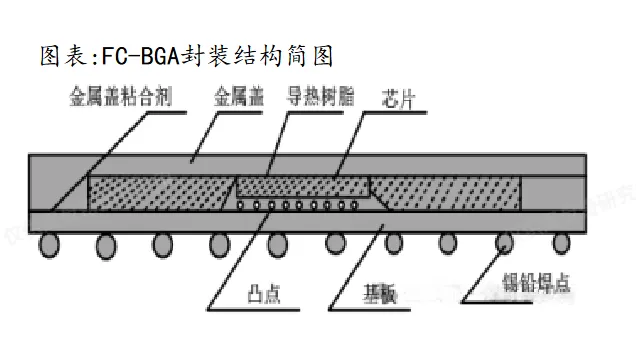
博通锚定玻璃芯 FC-BGA 技术路线,依托三星电机送样验证开启 AI ASIC 封装基板迭代升级。三星电机与博通达成协议,为其人工智能专用集成电路(ASIC)提供玻璃基板,于2025年底交付多个玻璃芯基板样品供其评估。这些样品直接用玻璃取代了FC-BGA(倒装芯片球栅阵列)有机核心层,而非像2.5D封装那样用玻璃取代硅中介层。FC-BGA封装,是一种将芯片有源面朝下,通过芯片表面的微小金属凸点直接连接到基板上,并在基板底部通过球形焊球阵列与电路板互连的先进封装技术。FC-BGA改用芯片倒扣工艺省去引线,信号路径大幅缩短、散热变好、引脚密度翻倍。然而,FC-BGA封装基板在工作过程中会产生大量热量,若热量不能及时散发,将导致器件温度升高,影响其性能和可靠性。通过玻璃基板对核心层的替代可有效解决。博通正在测试多种模型,但只有经过实际ASIC封装验证的最优化设计才会被选中进行量产,目前正在评估三星提供的玻璃基板原型,特别是在HBM4集成场景下的散热表现,Absolics工厂也已开始为博通提供样品。
➢ 英特尔 EMIB 技术持续迭代,以玻璃芯基板替代有机载板。为匹配高功耗、HBM 集成需求,英特尔迭代出 EMIB-M、EMIB-T 两大版本,其中EMIB-T 引入 TSV 硅通孔实现垂直供电,有效降低信号噪声。在此基础上,英特尔推出Glass core substrate方案,将 EMIB 搭配自研玻璃基板与 TGV 玻璃通孔技术,通过EMIB技术将多个芯粒直接嵌入玻璃核心基板,用玻璃换掉传统BT有机芯板。在2026年NEPCON Japan大会上,英特尔展示了78mmx77mm封装面积的玻璃基板方案,面积达到了标准光罩尺寸的两倍。在垂直截面上,采用10-2-10堆叠架构,包括10层重布线层(RDL)、双层玻璃基板、以及10层堆叠层,利用玻璃材料特性实现了高密度布线。英特尔在封装内集成了双EMIB桥接器,用于连接多个计算芯片。EMIB封装加上玻璃基板对于提升AI架构性能至关重要,玻璃材料实现了更紧密的连接,而且有更好的稳定性。
2.3 CPO开启近封装光学路径,玻璃基板承接光电协同空间
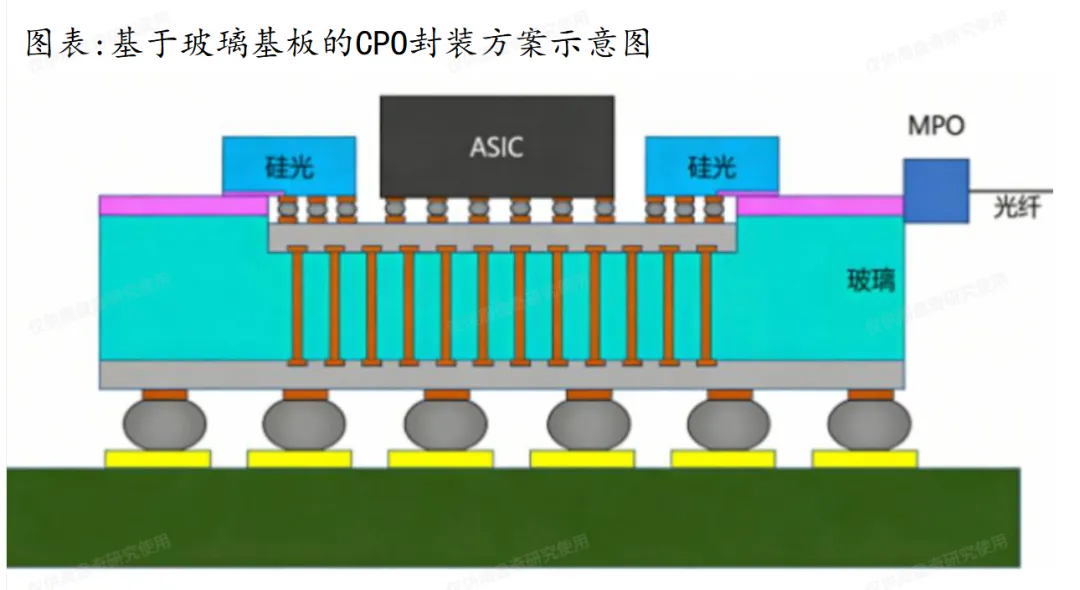
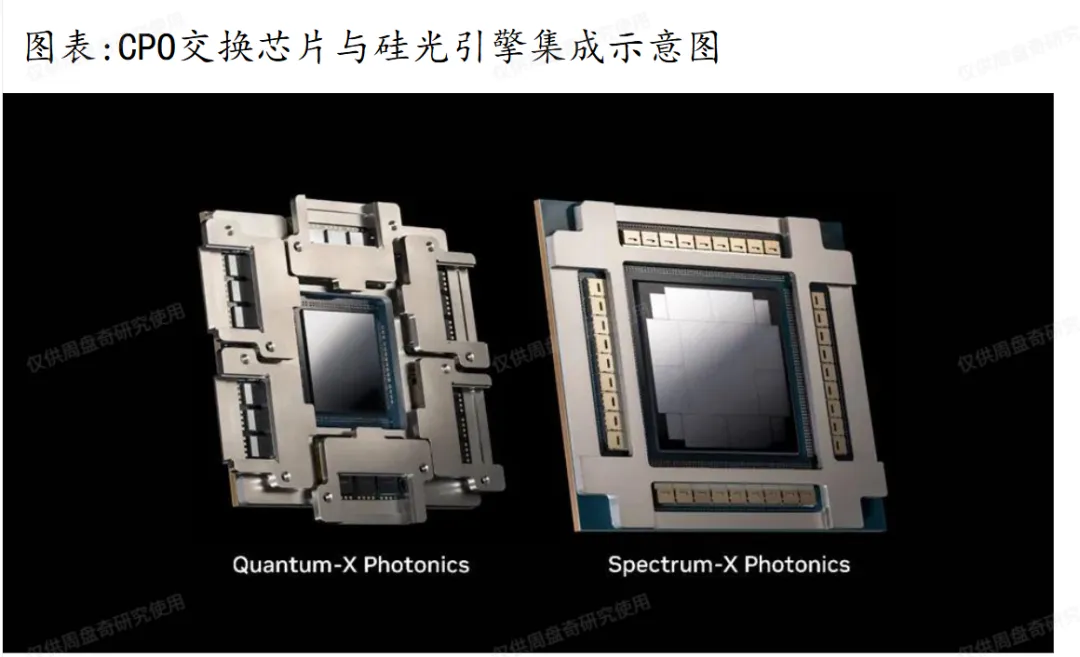
➢ AI集群互连带宽与功耗压力提升,CPO推动光互连由板级向近封装侧迁移。 随着大模型训练和推理集群规模扩大,GPU、交换芯片与存储节点之间的数据交换量快速增长,传统板级电互连和可插拔光模块在高速率下逐步面临链路损耗、功耗、延迟和散热压力。CPO通过将光引擎靠近交换ASIC或计算芯片,使电信号在更短距离内完成光电转换,有望降低高速电互连损耗、提升带宽密度并优化系统功耗。
➢ 玻璃基板兼具光学与电学适配性,有望成为CPO中连接光信号与电信号的关键载体。 在CPO架构中,ASIC主要处理电信号,硅光芯片或光引擎承担光电转换,封装基板需要同时承载光路、电路和结构支撑。玻璃材料具备透明性、低介电损耗、尺寸稳定性和微细加工能力,适合在同一基板上集成光波导、TGV和RDL,实现光信号传输、电气互连和芯片封装的协同布局。
➢ CPO短期仍以交换芯片和网络侧验证为主,长期向AI核心计算芯片侧延伸仍需可靠性与成本收敛。 当前CPO更适合在交换机、网络芯片等高带宽且形态相对标准化的场景率先推进,向主GPU、ASIC等核心计算芯片侧大规模导入仍需解决光源、光纤耦合、散热、可维护性、封装良率、测试和成本等问题。产业端虽已有头部交换芯片、硅光和封装平台厂商推进近封装光学方案验证,但玻璃基板在CPO中的大规模应用仍处于前瞻布局阶段,后续需跟踪样品验证、工艺成熟度和客户导入节奏。
3.1 AI算力推动封装链路升级,设备工艺提供核心增量
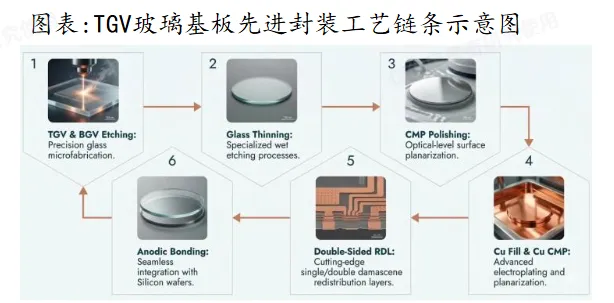
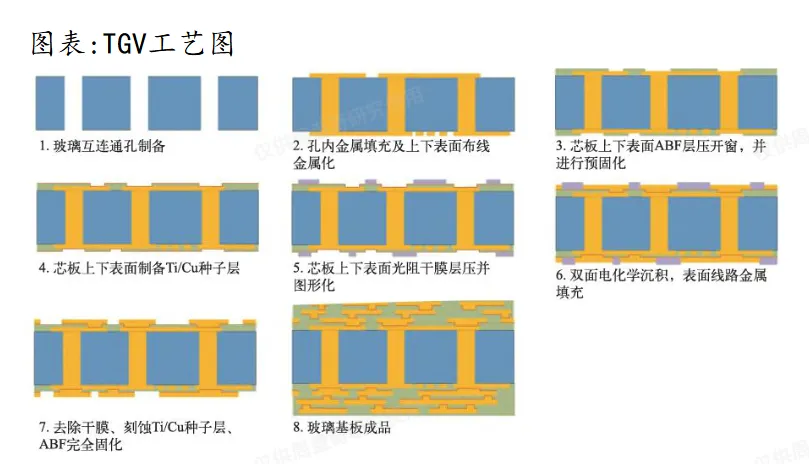
➢ 玻璃基板加工流程可概括为:玻璃原片/减薄磨抛→激光诱导等方式形成通孔→PVD或化学镀沉积金属种子层→电镀完成TGV及双面布线区金属填充→层压ABF等介质增层材料→种子层沉积、光刻图形化、电镀和去胶重复形成多层布线→钝化保护与焊盘开窗。
➢ 玻璃原片:半导体封装用玻璃对纯度、热膨胀系数、介电损耗和尺寸均匀性提出了极高要求,技术壁垒远超普通显示玻璃。当前全球特种电子玻璃市场由康宁、日本AGC、德国肖特三家寡头垄断,合计占据全球显示基板市场近90%份额。国内企业在硼硅玻璃领域已有一定积累,半导体级原片仍存在差距,国产化尚处验证导入期。
➢ 设备工艺:TGV解决垂直通道,金属化解决绝缘玻璃表面导电与附着力,电镀解决通孔低阻导通,RDL解决芯片、HBM、基板之间的高密度平面互连;四者缺一不可。从产业化痛点看,良率的决定变量包括孔壁种子层连续性、铜填充空洞率、层间粘附力及RDL对准精度;此外薄玻璃搬运(<100μm易碎)与小间距致裂(<50μm易微裂纹)构成TGV特有的工程瓶颈,前者依赖临时键合或厚芯层设计,后者已由Intel通过LIDE技术实现无微裂纹突破。然而,在玻璃中介层(Interposer)路线中,薄型化与超高密度集成仍面临较大挑战,短期内难以实现规模化量产。
➢ 下游需求:由AI算力、HBM存储、CPO光模块、RF/MEMS四大场景共同牵引。在AI算力领域,英特尔已展示78×77mm超大尺寸玻璃基板封装方案,台积电CoPoS采用方形面板设计以玻璃基板取代部分传统材料。在CPO光电共封装方向,玻璃基板凭借光学透明性与低介电损耗的双重优势,成为光/电混合集成的理想载体

3.2 高端原片具备配方壁垒,国产厂商加速送样验证
➢ 上游原片存在技术壁垒:玻璃基板原片的配方涉及高纯度石英砂、氧化硼等,玻璃基板原片的核心基材包括硼硅酸盐玻璃、无碱玻璃与石英玻璃三大类,其化学成分以二氧化硅、三氧化二硼为主,高性能配方还需添加高纯碳酸锶、高纯碳酸钡、电子级氧化铝等辅料以调控热膨胀系数与介电性能。半导体封装用的玻璃原片对纯度、热稳定性要求更高,技术壁垒极深。
➢ 海外寡头垄断,国产企业加速切入:在半导体封装专用玻璃原片领域,寡头垄断程度较高——由康宁、肖特(Schott)、AGC三家主导,康宁 + AGC 合计控制全球68.4%的原材供应。国产企业加速切入,力诺药包作为药用硼硅玻璃龙头,玻璃基板已向台积电送样,150×150mm尺寸于2026年4-5月通过测试,中试线已正式点火。旗滨集团作为浮法玻璃龙头,正加速半导体玻璃研发并送样验证
3.3 TGV成孔技术已进入产业成熟期,玻璃基板瓶颈转向后段制程
➢TGV技术定义与技术定位:TGV(Through-Glass Via,玻璃通孔)技术,指在玻璃基板上制备贯穿性微孔并填充导电材料,以实现上下层芯片间垂直电气互连。玻璃作为绝缘体,相对介电常数约为3.8,远低于硅的11.7,损耗因子(0.0002@100MHz)比硅低2到3个数量级,可从根本上解决高频衬底损耗问题。
➢从产业发展阶段看,TGV成孔技术已基本完成工艺验证并进入规模化导入阶段。当前行业已形成激光钻孔、喷砂及LIDE等多种成熟技术路线,其中LIDE凭借高深宽比、低损伤及高效率优势逐步成为主流方案。随着通孔尺寸、深宽比及加工效率持续提升,TGV成孔环节已不再是制约玻璃基板产业化的核心因素,产业链关注重点正逐步转向后续金属化、电镀填孔、RDL精细线路及薄玻璃搬运等环节。
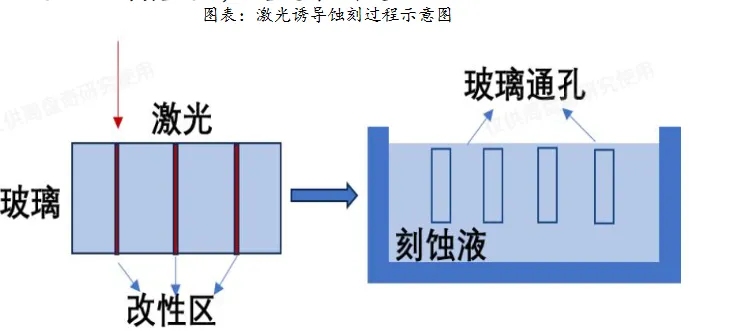
➢LIDE两步法分为激光改性与湿法蚀刻。第一步,采用超快激光在玻璃内部指定位置精确改性,形成选择性结构变化,不直接去除材料,无机械接触、无碎屑、无热应力。激光改性环节采用的是国神光电超快飞秒激光器,该激光器脉宽<600fs,加工过程为冷加工,具备超高加工精度。
第二步,将改性后的玻璃浸入氢氟酸蚀刻液,改性区域蚀刻速率比未改性区快100倍以上,精准形成通孔。
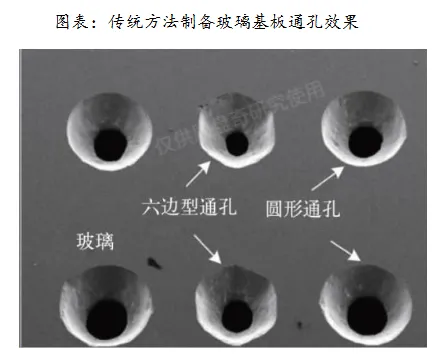
➢传统激光烧蚀采用高能量直接烧蚀玻璃,易致孔壁微裂纹、碎屑残留,影响玻璃强度与电学性能。而LIDE工艺可制备最小孔径10μm、深宽比达50:1的高质量通孔,侧壁光滑、锥度可控
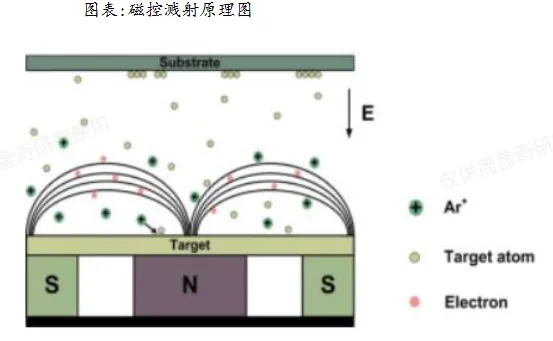
3.4 种子层连续性为金属化关键,磁控溅射决定后续电镀良率
➢ 金属化是TGV工艺承上启下的关键环节,其本质是在绝缘玻璃表面及通孔内壁构建连续导电层,为后续铜电镀提供导电通路。其中,种子层连续性、侧壁覆盖率及界面附着力直接决定后续填孔质量与最终良率,因此成为玻璃基板产业化的重要工艺节点。
➢ 当前行业主流方案为磁控溅射金属化。该工艺通过在真空环境下依次沉积Ti(或Cr)粘附层与Cu种子层,既解决铜与玻璃之间附着力不足的问题,又为后续电镀建立连续导电基底。相较传统溅射,磁控溅射利用磁场约束电子运动,大幅提高等离子体密度与沉积效率,具备膜厚均匀性好、沉积温度低及大面积制备能力等优势,已成为玻璃基板金属化主流路线。
➢ 对于高深宽比TGV而言,金属化难点并非膜厚控制,而在于孔内侧壁覆盖率与种子层连续性控制。由于通孔内部存在明显阴影效应,溅射粒子难以均匀到达孔壁深处,容易形成局部薄膜过薄甚至断点,进而影响后续电镀导通质量。因此行业需通过优化溅射气压、偏压及功率参数提升深孔覆盖能力。以汇成真空为例,公司已布局TGV深孔金属化设备,公开资料显示其PVD方案可实现孔径20μm、深宽比20:1通孔的种子层全覆盖,膜厚均匀性控制在±3%以内,验证了国产设备在高深宽比TGV金属化领域的工程化能力

3.5 电镀填孔为量产核心环节,无空洞铜填充难度显著提升
➢ TGV成孔解决的是“通道形成”问题,而电镀填孔决定的是“导通质量”问题。对于玻璃基板而言,TGV通孔需通过铜填充实现上下层垂直互连,其填充质量直接影响导通电阻、散热能力及长期可靠性,因此电镀填孔已成为决定玻璃基板良率的核心环节。
➢ 高深宽比结构带来的传质受限是电镀填孔的主要难点。当孔径持续缩小、深宽比不断提升时,铜离子向孔内扩散效率显著下降,孔口区域更易优先沉积并提前封闭,进而形成空洞、夹缝等缺陷。空洞一旦产生,不仅增加导通电阻,还可能在热循环过程中引发失效,因此无空洞填充能力成为衡量工艺水平的关键指标。
➢ 针对上述难题,行业普遍采用实心铜填充方案,而其中周期反向脉冲电镀(PPR)已成为高深宽比TGV填充的主流技术路线。其核心原理是在正向沉积与反向剥离之间周期切换,利用通孔内部与孔口区域电场分布差异,优先去除孔口过快生长区域,同时保留通孔内部净沉积,从而促进中心区域桥接并实现后续无空洞填充。随着工艺演进,PPR波形已由简单同步脉冲逐步发展至异步脉冲及带间歇停顿的复合脉冲模式,以适应更高深宽比结构对传质效率与沉积均匀性的要求。第一种波形和第二种波形最主要的区别是第二种波形可以在TGV通孔内部产生贯穿电流,加速搭桥的时间,第三种波形是可以针对更高深宽比特征,及时补充离子。因此相较传统直流电镀,PPR能够显著改善孔内电流分布与离子输运条件,提高填充均匀性并扩大工艺窗口,在抑制空洞、夹缝等缺陷方面优势明显。然而随着玻璃基板向更小孔径、更高深宽比持续演进,电镀难度并未降低,反而呈现非线性提升趋势。产业化竞争焦点正逐步由前段成孔转向后段金属化与铜填充工艺,电镀环节的重要性持续提升
3.6 RDL迈向高密度集成,对准精度与层间附着力成为关键制约
➢ 再布线层(RDL)承担将TGV垂直互连点重新分配并连接至芯片I/O的功能,是玻璃基板实现高I/O、高带宽异构集成的核心载体,其布线能力直接决定封装集成密度。得益于玻璃基板亚纳米级表面平整度(Ra<1nm),其具备优于有机载板的尺寸稳定性与光刻基础条件,为亚微米级精细线路制造提供了理想平台。当前RDL加工主要采用半加成法或改进型半加成法,基本流程是在玻璃表面形成超薄铜种子层,通过高分辨率光刻定义线路图案,再经由电镀增厚与差异化刻蚀完成图形转移。然而,玻璃基板不具有有机基板那样的柔性,大尺寸布线中对光刻对准精度及干膜附着力提出了远超传统封装基板的要求。
➢ 多层互连是RDL迈向高密度的必经之路,通常需要在玻璃表面交替制备聚合物绝缘层与铜布线层。当前制约产业化的核心瓶颈在于层间粘附力控制:如何通过等离子体处理或化学改性等手段提升聚合物与玻璃、聚合物与金属之间的界面结合强度,并有效抑制冷热循环过程中的层间分层,是实现大面积、多层布线玻璃基板必须攻克的技术堡垒。一旦层间可靠性不足,多层堆叠的结构优势将无从发挥。这一挑战贯穿RDL工艺始终,也是各家厂商技术路线分化的关键节点。
➢ 产业化进展表明,多层RDL已进入工程验证阶段。2024年台积电已在37cm×47cm玻璃基板上利用数字光刻和低温溅射技术成功堆叠5层RDL,最小线宽约3μm,侧壁倾角约71°,翘曲控制仅0.2mm,验证了大尺寸多层布线的可行性。厦门云天半导体则通过大马士革工艺在玻璃正面制备出5层无机薄膜介质RDL堆叠结构,最细线宽达1.5μm,代表了国内在该领域的前沿水平。上述突破表明,玻璃基板正通过TGV垂直互连与高密度RDL的协同配合,逐步兑现其支撑高I/O、高带宽异构集成的技术潜力。
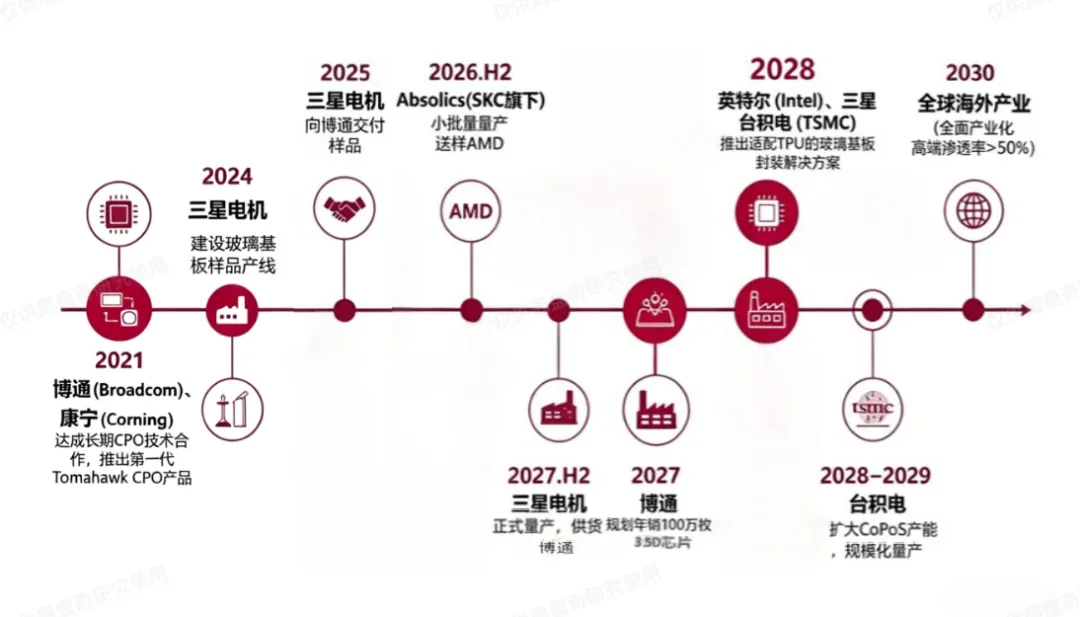
4.1 海外龙头主导产业节奏,2027 年起进入规模化量产周期